Seznam témat:
Plánovací algoritmus se používá k naplánování výrobních příkazů nebo požadavků na výrobu. Lze jej vyvolat pomocí akce Naplánování operací nad prohlížečem výrobních příkazů nebo požadavků na výrobu. Mimo to jej lze zapracovat do obecnějších skriptů, které mohou sloužit k přeplánování celého výrobního sortimentu.
Jádrem plánovacího algoritmu jsou databázové procedury, které se volají v předem určeném pořadí.
Typy plánů
- dle průběžné doby
- kapacitní
Způsob plánování
- dopředně
- zpětně
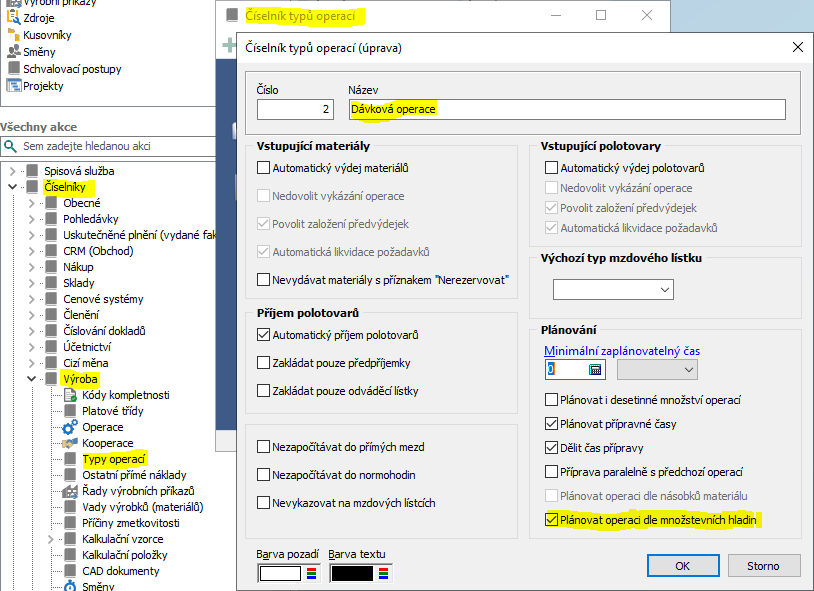
Standardně se operace plánuje dle přípravného a operačního času dotaženého z technologického postupu k výrobnímu příkazu (požadavku na výrobu). V určitých typech výrob je ale žádoucí plánovat odlišným způsobem - dle vyráběného množství. Typickým příkladem je míchání směsí - v míchadle se bude míchat 100 kg směsi stejně dlouho jako 500 kg. Pro takové případy je v číselníku typů operací připraven přepínač Plánovat operaci dle množstevních hladin, jehož zatržení způsobí, že operace tohoto typu budou plánovány dávkově.
Umístění přepínače pro plánování dle množstevních hladin v číselníku typu operací
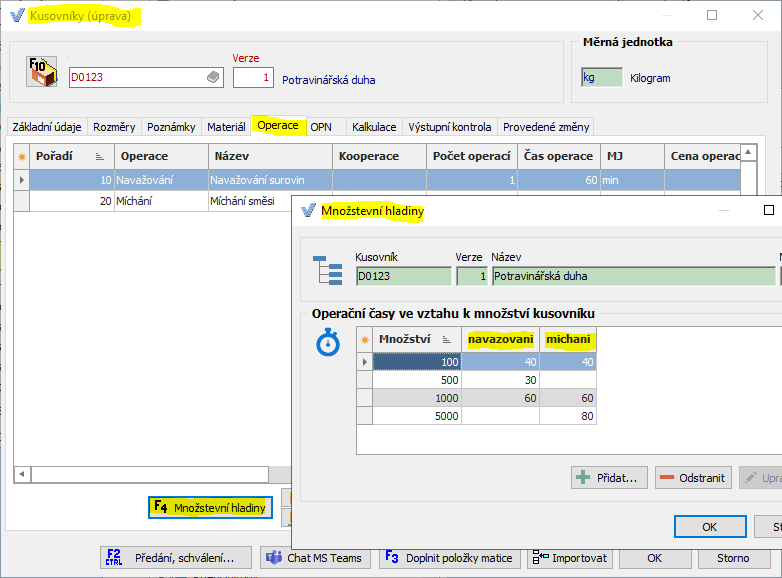
Pro operace, které se takto mají plánovat, je potřeba v kusovníku nadefinovat časy pro jednotlivé množstevní hladiny.
Na obrázku je dialogové okno kusuvníku součásti D0123, jehož technologický postup obsahuje 2 operace. Obě jsou typu dávková operace, která se plánuje dle množstevních hladin. V takovém případě se po kliknutí na tlačítko F4 Množstevní hladiny otevře dialog pro zadávání operačních časů pro operace Navažování a Míchání. Do tohoto dialogu jsou zahrnuty všechny operace typu dávková operace.
Pro jednotlivé množstevní hladiny (v tomto případě to jsou stovky kilogramů) je možno zadat operační časy operací. Pokud pro danou množstevní hladinu je čas stejný jako pro předchozí, není třeba jej zadávat.
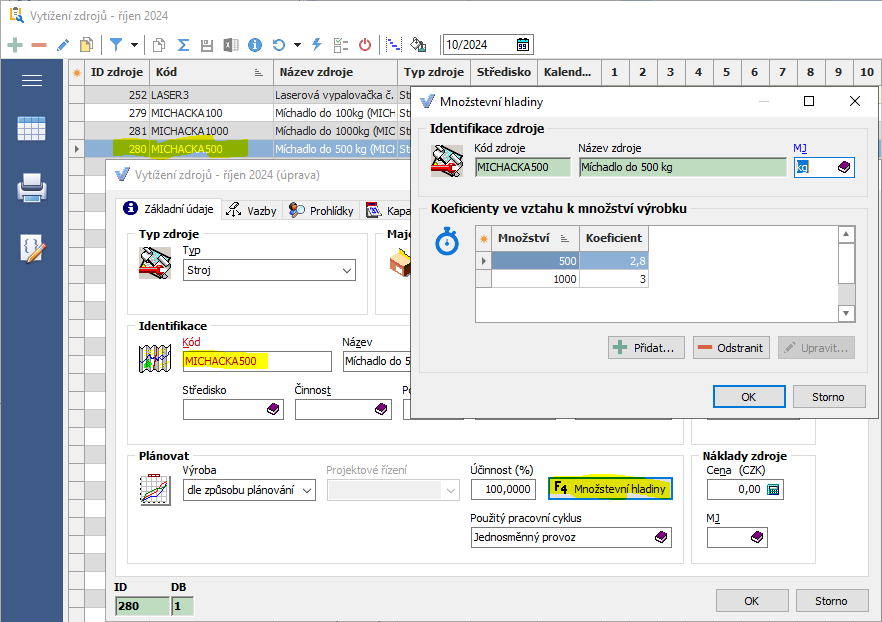
Pokud čas operace ještě závisí na použitém zdroji, je možno nadefinovat konkrétním zdrojům koeficienty pro jednotlivé množstevní hladiny
Na obrázku je dialogové okno zdroje MICHACKA500. Po kliknutí na tlačítko F4 Množstevní hladiny se otevře dialog pro zadání koeficientů pro jednotlivé množstevní hladiny, kterými se vynásobí plánovaný čas operace.
Standardně se při plánování operací (pokud v parametrech plánování není řečeno jinak) používá přípravný čas operace z technologického postupu. Jedná-li se o operaci, kde jsou známy seřizovací časy dle zpracovávaného materiálu, je možno vytvořit tabulku seřizovacích časů, které se při plánování použijí místo přípravného času operace.
Pro použití seřizovacích tabulek místo přípravného času je potřeba splnit několik požadavků:
1. Vytvořit seřizovací kategorii, což by měla být nějaká snadno měřitelná vlastnost vstupujícího materiálu (např. průměř u tyčí a trubek)
Umístění číselníku seřizovacích kategorií
Prohlížeč seřizovacích kategorií
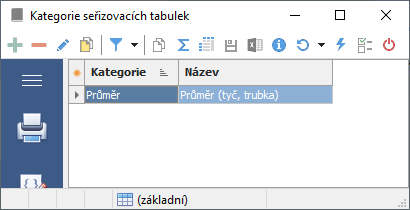
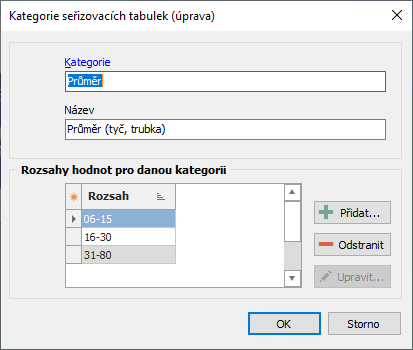
2. Pro seřizovací kategorii vytvořit seznam možných hodnot - např. rozsahy používaných průměrů.
Hodnoty v mm pro kategorii průměr
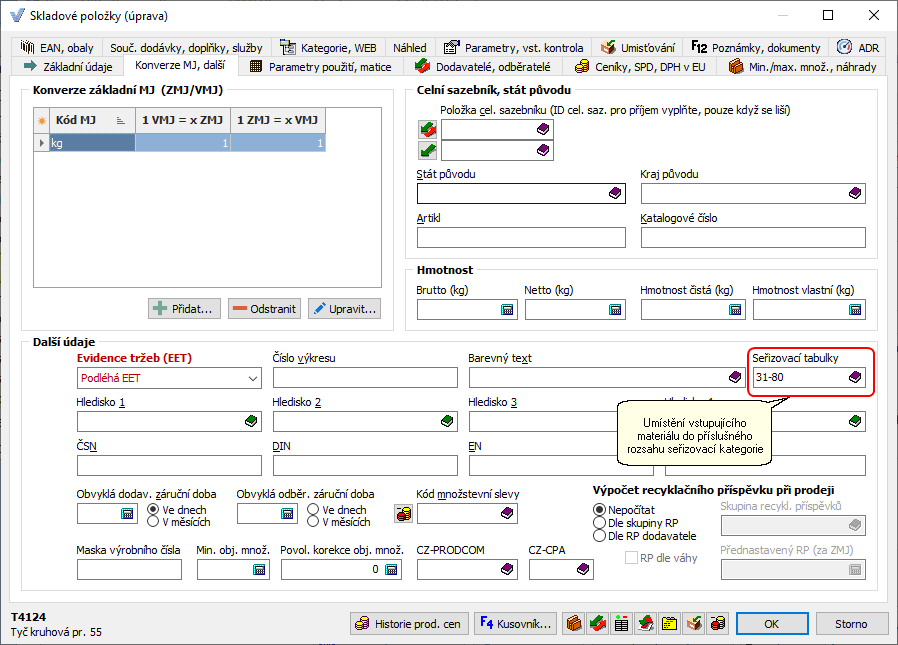
3. Vstupní materiály zařadit do příslušného rozsahu kategorie. Na skladové kartě v záložce Konverze MJ, další je umístěno pole Seřizovací tabulky, ve kterém je potřeba nastavit příslušný rozsah pro vybranou kategorii (aktuálně lze pro skladovou položku vybrat jen jednu seřizovací kategorii)
Dialogové okno skladové položky s umístěním pole pro výběr rozsahu seřizovací kategorie
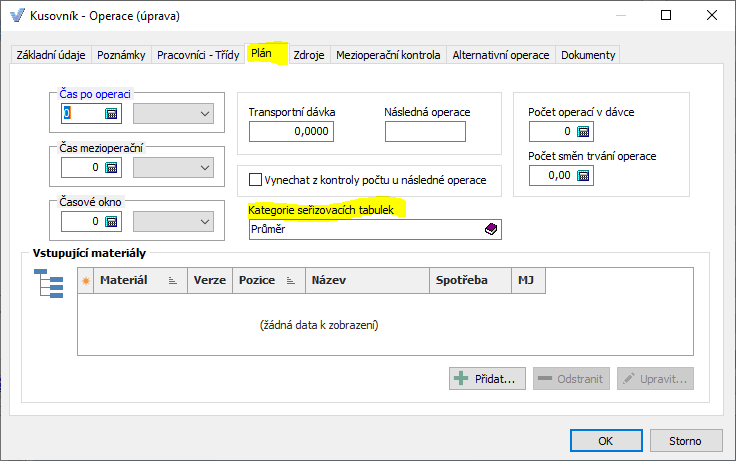
4. V technologickém postupu u operace nastavit použití seřizovací kategorie (záložka Plán)
Dialogové okno operace technologického postupu se zobrazením pole Kategorie seřizovacích tabulek v záložce Plán
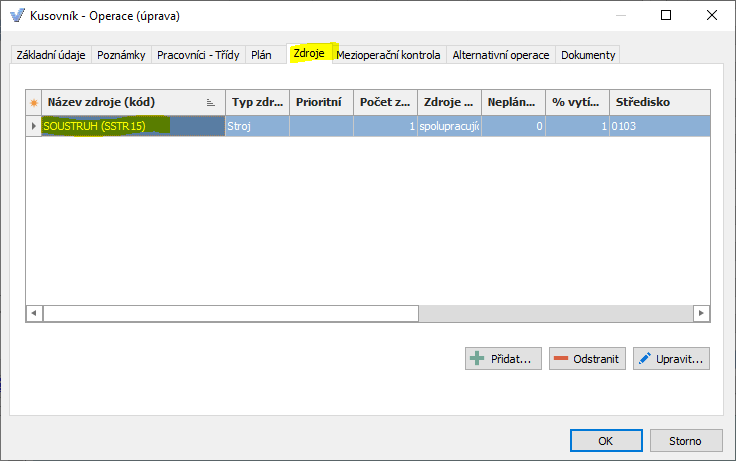
5. V technologickém postupu u téže operace použít zdroj, který má nastavenu stejnou seřizovací kategorii a který má naplněnu tabulku seřizovacích časů
Dialogové okno operace technologického postupu s přiřazeným zdrojem se stejnou seřizovací kategorií
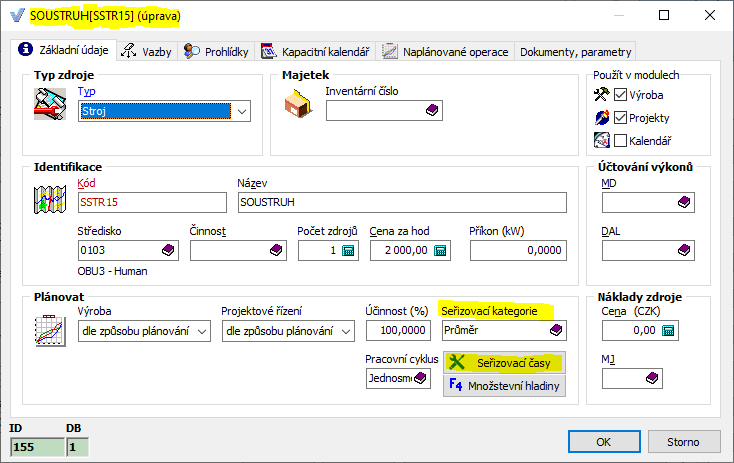
Dialogové okno zdroje se zobrazením seřizovací kategorie a tlačítkem pro otevření seřizovací tabulky
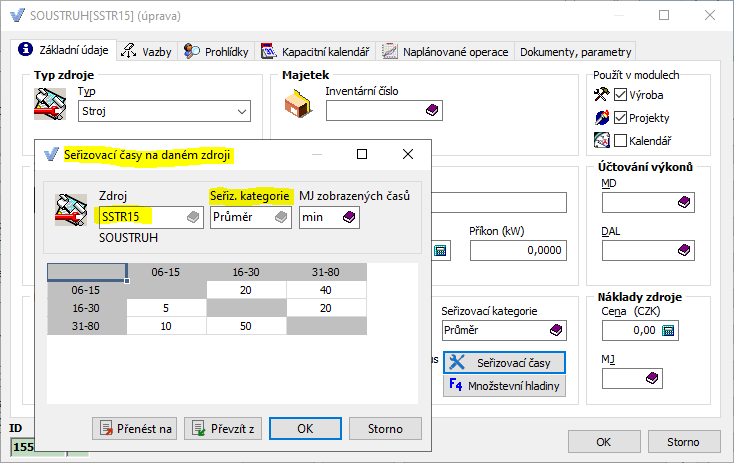
6. Napnit seřizovací tabulku u daného zdroje pro danou seřizovací kategorii. V záhlaví jsou umístěny rozsahy platných hodnot pro danou kategorii a v tabulce jsou uvedeny seřizovací časy v minutách při změně materiálu z jednoho rozměru na jiný (v případě, že se rozměr materiálu nemění, je pro plánování použit přípravný čas operace)
Seřizovací tabulka pro soustruh
Pokud do operace kromě samotného zdroje (např. obráběcí stroj) vstupují i přípravky, které je potřeba měnit, lze vytvořit tabulku přestavovacích časů z jednoho přípravku na druhý. V tomto případě je situace jednodušší než u seřizovacích časů dle vstupních materiálů, nicméně i tak je třeba splnit několik podmínek:
1. Ke zdroji doplnit všechny přípravky, které na něm mohou být použity
Dialogové okno zdroje s vazbami na přípravky
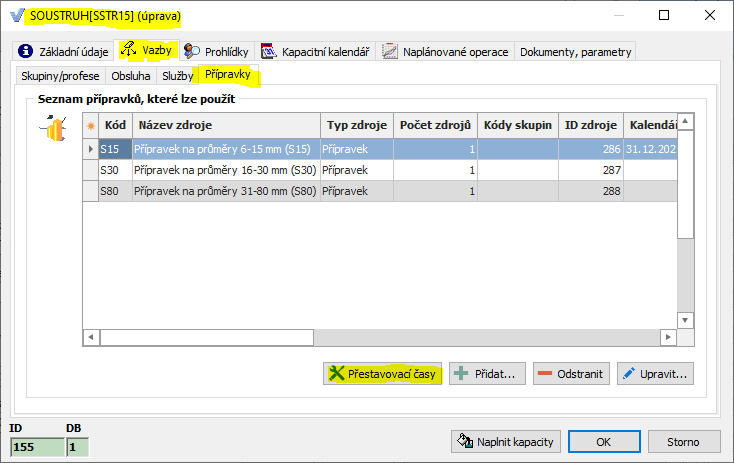
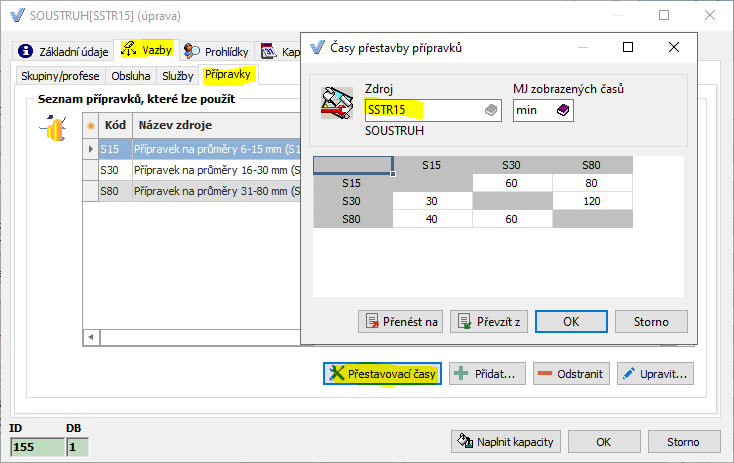
2. Naplnit tabulku přestavovacích časů z jednoho přípravku na druhý
Tabulka s časy pro přestavbu přípravků na zdroji SOUSTRUH
3. U operace technologického postupu použít spolu se zdrojem i přípravek
Dialogové okno operace technologického postupu s uvedením stroje a odpovídajícího přípravku

Při plánování takovéto operace bude přípravný čas nahrazen odpovídajícím časem z přestavovací tabulky. V případě, že pro operaci a daný zdroj je nastavena i tabulka seřizovacích časů, výsledný přípravný čas bude součtem přestavovacího a seřizovacího času.